Freshline® IQ Freezer Data Sheet Increase your freezing IQ and profits with the new Freshline IQ freezer.
Contact us to discuss the optimal freezing solution for your specific application.

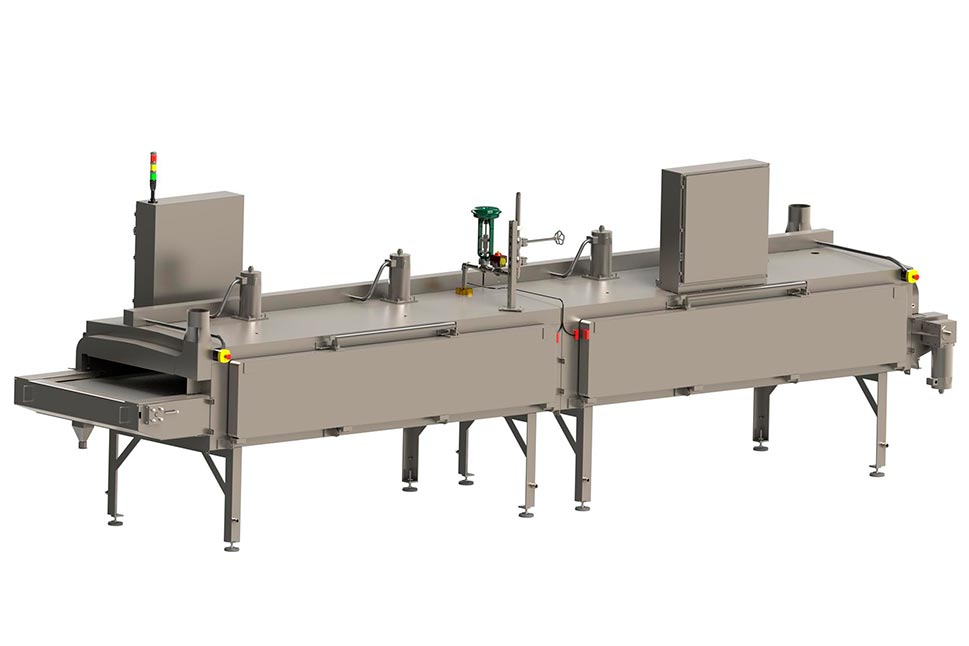
The Freshline IQ cryogenic tunnel freezer has been designed with efficiency, economy, and hygiene in mind. It offers continuous high throughput freezing or chilling for a broad range of food products. It is constructed in ten-foot modular sections making it easily field expandable. An optional remote monitoring system allows for trouble shooting or efficiency tracking from afar. All this with a minimal up-front capital investment.
Contact us to discuss the optimal freezing solution for your specific application.